MBR membranes
Технологія мембранного біореактора - це рішення для очищення комунальних та промислових стічних вод, призначене для майбутнього. Це дозволяє максимізувати відновлення ресурсів, мінімізувати витрати та реалізувати перспективу кругової економіки у своїх операціях. Мембранні модулі Alfa Laval для біореакторів об'єднують переваги технологій порожнистих волокон та плоских листів. Поєднуючи наші унікальні технології LowResist ™, S Aerator ™ та QuickSwap ™, наші системи пропонують ряд переваг для проце

На передовій технології MBR - представляємо оновлену мембрану MBR від Alfa Laval
- Мінімізуйте споживання енергії
- Зменшіть потреби в чищенні
- Сприяти обслуговуванню
- Максимізуйте потужність
Нова версія наших фільтрувальних модулів мембранного біореактора має низку вдосконалень, що збільшують потужність, скорочують споживання енергії та ще більше знижують витрати на технічне обслуговування. На основі перевіреної та перевіреної технології, яку ми використовували в сотнях установок протягом 15 років, наша нова мембрана MBR гарантує надійну роботу при мінімально можливих загальних витратах на володіння.
Технологія
Природа повна прикладів розумних, ефективних процесів, і ми надихнулись багатьма з них при розробці наших модулів MBR. Це було дуже успішно, що призвело до низьких витрат на енергію, мінімального очищення та високої якості води. Ми поступово розробляємо наші модульні системи MBR, щоб вдосконалювати їх ще більше, завжди з однаковим керівним принципом: природна ефективність.
LowResist™
Унікальна конструкція Alfa Laval LowResist надає нашому мембранному модулю надзвичайно низький перепад тиску. Саме завдяки наднизькому трансмембранному тиску (TMP) мембрани Alfa Laval MBR вимагають набагато менше очищення та обслуговування, ніж інші MBR на ринку. Низький рівень ТМП означає відсутність забруднення пір, а просто усунення забруднень поверхні.
Це також причина, по якій фільтри Alfa Laval MBR можуть працювати на гравітацію, маючи лише 1 м води над модулем, що дозволяє максимізувати ємність резервуара без використання насосів.
У нашій новій моделі ми вдосконалили технологію LowResist, щоб ще більше зменшити трансмембранний тиск. Нові мембрани мають відкриті борти, що дозволяє воді вільно надходити в коробки з пермеатом. Це призводить до більш рівномірного розподілу тиску по мембрані, що покращує ємність і зменшує потреби в очищенні.
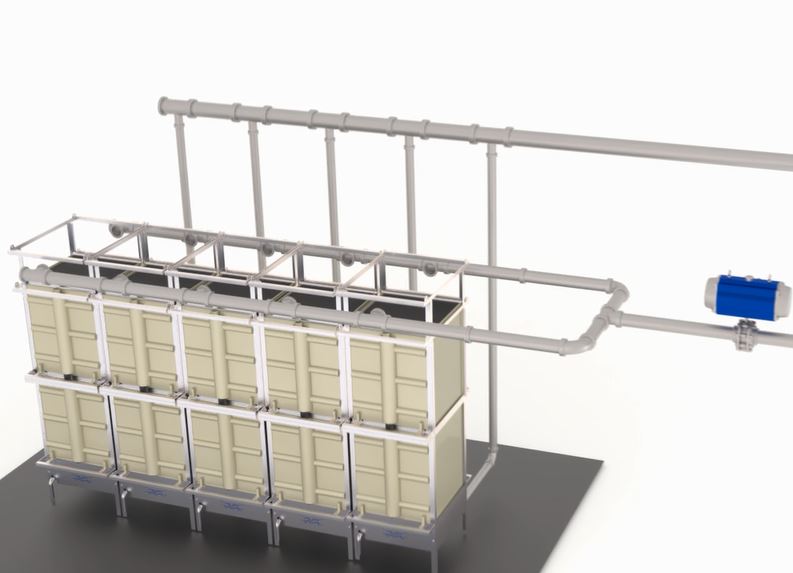
S Aerator™
Наша остання модель MBR оснащена системою аерації S Aerator. Ця нова, вдосконалена система мінімізує споживання повітря під час процесу фільтрації стічних вод.
Новий аератор Alfa Laval використовує однолінійний дизайн у поєднанні з лінією змиву.
Конструкція дозволяє легко вмикати та вимикати повітря під час роботи, а також дозволяє запускати мембранні модулі MBR із змінною аерацією. Це означає, що в системах з більш ніж одним мембранним модулем обмивання повітря застосовується поперемінно, а не постійно. Це можливо без того, щоб забруднення стало проблемою завдяки надзвичайно низькому ТМП. Великою перевагою є економія енергії, інвестицій та витрат на обслуговування.


QuickSwap™
Мембрани MBR легко встановлюються та замінюються завдяки унікальній технології Alfa Laval QuickSwap ™. Унікальна технологія QuickSwap ™ Alfa Laval означає, що кожну упаковку можна виймати окремо, мінімізуючи необхідну висоту підйому над мембранним модулем. Це означає, що мембранні модулі Alfa Laval MBR особливо підходять для внутрішніх або підземних установок, де додаткова висота підйому означає більші капітальні витрати.
Мембрани легко замінюються завдяки технології QuickSwap ™. З усіма мембранами в модулі, встановленому в упаковках, цілу упаковку можна замінити за одну операцію, замість того, щоб замінювати кожен елемент мембрани окремо.
Щоб замінити пакет, просто опустіть рівень бака, дістаньте старий пакет і покладіть новий. Немає необхідності виймати весь модуль з резервуара або витрачати час на те, щоб після заміни мембран кожен елемент мембрани був на місці.
MBR мембрани оптимізовані для високої ємності
Нові мембранні модулі Alfa Laval MBR потребують лише двох вільних сторін під час роботи, тому їх можна встановлювати поруч у ряди, тим самим різко збільшуючи встановлену щільність мембрани.
Діапазон різних розмірів модулів у поєднанні з малою глибиною води, необхідною для гравітаційної роботи, дозволяє оптимізувати використання існуючих резервуарів та максимізувати встановлену площу мембрани. За допомогою розчину Alfa Laval ви отримуєте найбільшу площу мембрани на об’єм ємності.
Висока стійкість до забруднення та відсутність забруднення пор у мембрані Alfa Laval MBR дає можливість експлуатувати біореактор із концентрацією зважених твердих речовин до 50% вищою, ніж у фільтрах інших виробників.
Поєднуючи ці фактори, ви отримуєте максимальну ємність на об’єм бака з мембранами Alfa Laval MBR.
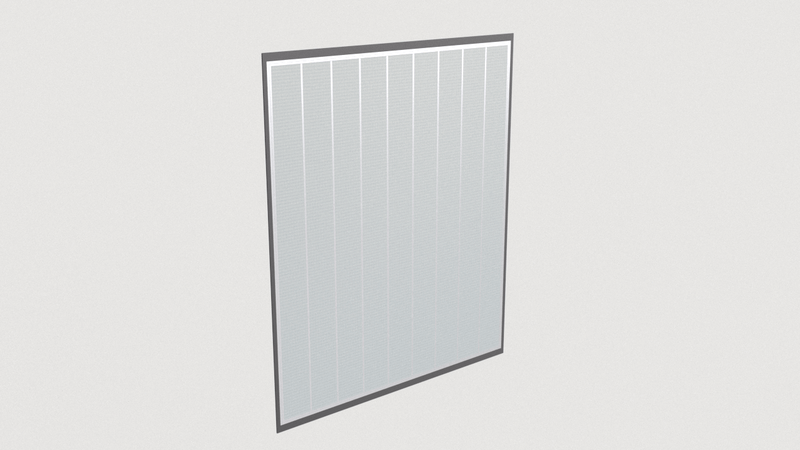
Мембрани MBR - призначені для фільтрації стічних вод
Мембрани є ключовою частиною очисних споруд MBR та очищення промислових стічних вод. Ми самі розробляємо та виготовляємо всі мембрани, що використовуються в наших модулях MBR, щоб забезпечити найвищу якість та найкращу довговічність. Мембрани виготовлені з хлоростійкого PVDF і спеціально оптимізовані для використання у стічних водах.
Мембрани забезпечують абсолютний бар'єр для бактерій, мікропластиків та деяких інших забруднювачів, а очищена вода гарантовано відповідає вимогам щодо повторного використання води або екологічно відповідального скиду.
Повністю автоматизована для низьких потреб персоналу
Мембрани Alfa Laval MBR прості в експлуатації та можуть бути повністю автоматизовані. Усі важливі аспекти, такі як очищення повітря, тривалість циклу та CIP, можуть бути ініційовані, контрольовані та відстежувані дистанційно. Єдиною необхідною ручною роботою під час обробки води MBR за допомогою наших модулів є переконання, що ємності для очищення наповнені.
Отримані в результаті потреби в персоналі дуже низькі, як правило, приблизно 1/4 еквівалента штатного оператора на завод.

Переваги мембранної біореакторної фільтрації
Нова версія наших фільтрувальних модулів мембранного біореактора має низку вдосконалень, що збільшують потужність, скорочують споживання енергії та ще більше знижують витрати на технічне обслуговування.

Відмінна якість води за допомогою мембранного біореактора
Однією з найбільших переваг мембранного біореактора є надзвичайна якість води стоків. З усуненням вимог регуляторних вимог ви можете бути впевнені, що у вас буде рішення на майбутнє, коли ви інвестуєте в мембранні модулі MBR від Alfa Laval.
Мембрана є абсолютним фізичним бар'єром, який видаляє всі бактерії та низку інших патогенних мікроорганізмів, а також усі мікропластики, завдяки чому вона придатна для ряду корисних додаткових програм повторного використання, наприклад, для зрошення.
Система MBR також є чудовим рішенням для видалення сполук, що викликають занепокоєння, мікрозабруднень та фармацевтичних препаратів з комунальних та лікарняних стічних вод.
Мембрани Alfa Laval MBR мають акредитацію в Каліфорнії, назви 22, і були доведені як повністю ефективні у видаленні мікропластичних забруднювачів в останніх дослідженнях очисних споруд у Данії. Таким чином, ви можете бути впевнені, що задовольняєте свої майбутні оперативні потреби та потреби вашого місцевого середовища.
МБР-мембрани - низькі енергетичні витрати
Енергія є основною вартістю експлуатації установки MBR, що робить енергоефективність першочерговим завданням. Мембрани Alfa Laval MBR пропонують провідні на ринку характеристики з мінімальними витратами енергії.
Унікальний дизайн LowResist ™ наших мембран MBR дає можливість керувати ними, використовуючи гравітацію як єдину рушійну силу, виключаючи витрати на потужність накачування.
Новий S Aerator ™ від Alfa Laval дозволяє оптимізувати обмивання повітря та, в свою чергу, споживання енергії повітродувкою, не ризикуючи посиленням закупорок в аераторі або збільшенням забруднення мембрани.


Мінімальне очищення мембранного модуля
Ультранизький трансмембранний тиск (ТМП), який є основою технології мембранного модуля LowResist, мінімізує забруднення та, в свою чергу, потреби в очищенні. Низький рівень TMP усуває забруднення пір, а це означає, що єдиним очищенням, який коли-небудь потрібен фільтр Alfa Laval MBR, є розслаблення / очищення повітря кожні 10 хвилин та CIP 4-6 разів на рік.
Іншими словами:
- Відсутність зворотних змивів
- Низькі вимоги до хімічного зворотного промивання та відсутність замочування у більшості випадків
- Не потрібно ніколи витягувати модуль фільтра з бака протягом його терміну служби
- Мінімальний CIP
- Мінімальне використання хімічних речовин
- Величезна економія часу
- Менший знос мембран та насосів
Легка, надійна робота
Кожна деталь мембранної системи Alfa Laval MBR була розроблена та виготовлена спеціально для використання у стічних водах. У мулі немає рухомих частин або клапанів, а використання насоса зведено до мінімуму. Ніщо не залишається на волі, щоб забезпечити максимальну надійність та найменші вимоги до технічного обслуговування.
Немає технічного обслуговування, яке вимагатиме від вас видалення фільтруючого модуля з ємності біореактора або його спорожнення. Якщо вам потрібно замінити мембрану, наша унікальна система QuickSwap дозволяє це зробити за рекордний час у мембранному резервуарі.
Якщо ви переробляєте існуючу станцію очищення стічних вод на технологію MBR, не потрібно додаткового навчання для вашого персоналу. Усі технології в нашій системі будуть знайомі вашому персоналу.


CAPEX - низькі інвестиційні витрати
Мембрани Alfa Laval MBR пропонують максимальну ємність у будь-якому доступному просторі. Незалежно від того, будуєте ви новий завод або модернізуєте вже існуючий, ви побачите, що наші рішення зменшують капітальні витрати (CAPEX).
Нові очисні споруди
На нових заводах ви можете значно заощадити на будівельних роботах, обравши Alfa Laval. Розмір ємності може бути меншим, ніж для інших систем MBR, завдяки високій щільності мембрани та здатності працювати з більшою концентрацією зважених твердих речовин. Система Alfa Laval може працювати з до 50% вищою концентрацією твердих речовин, ніж розчини з порожнистими волокнами, завдяки чому можна використовувати резервуар менших розмірів.
А з системою Alfa Laval вам не потрібно встановлювати насоси для рециркуляції мулу. Ми робимо це за допомогою повітряного підйому, тобто повітря, що чистить, циркулює мул. Ви також заощадите на насосах та трубопроводах завдяки простоті конструкції мембрани Alfa Laval MBR. Оскільки система може працювати з гравітацією як рушійною силою, насос CIP є єдиним насосом, який вам потрібен.
Існуючі рослини
Для існуючих установок велика гнучкість нашої системи фільтрації MBR дозволяє пристосувати її до будь-якої існуючої інфраструктури. Ви можете вибрати, чи хочете ви дозволити силі тяжіння керувати системою або використовувати низькоенергетичні пермеатні насоси. Завдяки набору мембранних модулів різних розмірів, ми можемо упакувати максимальну ємність мембрани у ваші існуючі резервуари.
Мінімальне обслуговування MBR
Прибирання
Ультранизький трансмембранний тиск і відсутність забруднень пір означають дуже мало очищення. Під час нормальної роботи достатньо 2-хвилинного періоду релаксації кожні 10 хвилин, щоб повітря, що чистить, видалило поверхневі забруднення.
Немає необхідності в частих зворотних промиваннях чи хімічно посилених зворотних промиваннях - лише 1-2 години очищення CIP кожні два-три місяці. Економія часу порівняно з іншими системами MBR дуже велика.
Тривалі цикли очищення CIP також приносять переваги мінімізації зносу мембран та використання хімічних речовин.
Сервісне обслуговування мембран MBR та обладнання
Наші системи MBR характеризуються простим і рідкісним обслуговуванням. Все технічне обслуговування виконується за допомогою мембранних модулів у баку. Не потрібно ніколи виймати модулі з резервуара протягом усього терміну їх служби.
Оскільки мембрани Alfa Laval MBR працюють із застосуванням сили тяжіння та підйому повітря, немає насосів для води чи шламу, які потребують обслуговування. Тільки клапани, насос CIP та повітродувка потребують періодичного обслуговування.
Якщо вам потрібно замінити мембрани в модулі наприкінці їх терміну служби, ви виявите, що наш новий дизайн QuickSwap значно полегшує цю роботу. Всі мембрани в модулі встановлені в касеті, і ви просто опускаєте рівень бака і замінюєте всю касету з мембраною.
Детальніше про QuickSwap читайте тут
Модульна конструкція означає, що для підняття модулів під час монтажу вам потрібно лише 1,3 м відступу від краю бака. Це цінно, якщо ваш MBR знаходиться в приміщенні та обмежений простір.

Угоди про виконання
Укладення договору про ефективність з Alfa Laval дає вам повний спокій та гарантовану продуктивність. Команда експертів MBR компанії Alfa Laval подбає про те, щоб ви отримали рівень потоку та рівень TSS, зазначений у вашій угоді.
Все, про що ми просимо, це те, що ви надсилаєте нам операційні дані тричі на рік, щоб ми могли оцінити роботу вашої системи. Раз на рік експерт Alfa Laval MBR відвідує ваш завод, щоб обговорити можливості оптимізації та зробити візуальний огляд.
Якщо у вас є Угода про виконання, ми також будемо присутніми під час введення в експлуатацію, а механічна гарантія продовжується до 5 років.
Рік у житті мембрани Alfa Laval MBR
![diagram jan dec[1]](https://www.alfalaval.ua/globalassets/images/products/separation/membranes/mbr-membranes/diagram_jan_dec1.png)
Партнерство
Ми раді підтримати вас на кожному кроці процесу, починаючи з початкової стадії проектування та протягом усього терміну експлуатації вашого заводу.
Наша співпраця із замовниками часто починається з фази проектування, де ми можемо допомогти оптимізувати станцію для забезпечення максимальної потужності, якості води та енергоефективності. Гнучкість нашої системи дозволяє нам налаштувати ваш новий завод відповідно до ваших точних вимог, і ми гарантуємо, що біологія у вашому резервуарі отримує найкращі можливі умови.
Ми також можемо поставити обладнання для зневоднення осаду, яке, як доведено, відповідає вимогам твердих речовин, що виробляються в установках MBR.
Глобальна мережа послуг
Якщо Альфа Лаваль є вашим партнером із обслуговування, допомога завжди буде вам під рукою. У нас є обслуговуючий персонал близько 100 країн, готовий допомогти вам вашою місцевою мовою. А наш ефективний логістичний ланцюг гарантує, що ви отримаєте будь-які необхідні запасні частини якомога швидше.
МБР мембрани - приклади справи
По всьому світу встановлено понад 150 систем MBR Alfa Laval, які обробляють усі види очищення комунальних та промислових стічних вод.
Schwander Polska вибирає Alfa Laval MBR за низькі витрати на життєвий цикл
Компанія Schwander Polska проектує, будує та експлуатує станції стічних вод на основі технології мембранного біореактора (MBR). Щоб забезпечити тривалий і безпроблемний час роботи при мінімальних експлуатаційних витратах, компанія вирішила використовувати мембрани Alfa Laval MBR у всіх своїх проектах з очищення води MBR.
Alfa Laval MBR максимізує гнучкість та якість стоків у KMC
Виробник картопляного крохмалю KMC переробляє стічні води з 10 000 мг COD / L на своєму заводі з очищення стічних вод. Завдяки мембранам MBR від Alfa Laval компанія має можливість використовувати найбільш підходящі бактерії в своїх мембранних біореакторах і може задовольнити вимоги муніципалітету щодо якості стічних вод при очищенні стічних вод.